| 데이터 이름 복잡한 형상의 클램프(귀사이라면 어떻게 처리하시겠습니까? 3공정에서 가공) |
| 요약 |
| 키워드 진동 ・클램프 ・ 클램프왜곡 |
| 클램프하기가 어려운 워크 No1 |
  앞면과 뒷면 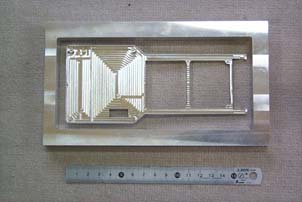 소재 치수 110×200×16 판에서 깎아 내고 |
| 제품 마무리 치수 세로70×가로162×두께MAX12.5MIN1.0(리브 치수 폭2×두께1.25×길이36) 재질A5052 |
| 데이터 이름 복잡한 형상의 클램프(귀사이라면 어떻게 처리하시겠습니까? 3공정에서 가공) |
| 요약 |
| 키워드 진동 ・클램프 ・ 클램프왜곡 |
| 클램프하기가 어려운 워크 No1 |
| 앞면과 뒷면 소재 치수 110×200×16 판에서 깎아 내고 |
| 제품 마무리 치수 세로70×가로162×두께MAX12.5MIN1.0(리브 치수 폭2×두께1.25×길이36) 재질A5052 |
|
|
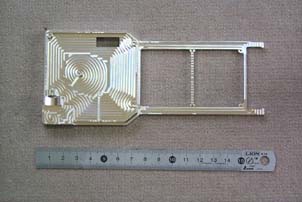
| 클램프하기가 어려운 워크 No2 |
  앞면과 뒷면  소재 치수 70×160×10 판에서 깎아 내고 |
| 제품 마무리 치수 세로43.3×가로 136.2×두께MAX8.5( 리브두께MIN 0.75) 재질A5052 |
| 결과 클램프 왜곡・가공 왜곡・진동도 없이 완성 |
| 해설 No1・2모두 바이스 작업 3단계 입니다. 사진에서는 알기 힘듭니다 만, 외형 형상이 복잡하고 양면에서 파져 있어서 , 바이스・클램프 는 마음대로 할 수 없다. 이럴 때 자주 사용하는 방법으로는 퍼 우레탄 수지로 워크를 고정하고있다. 공정 은 1) 소재면표면의 파고 가공 (기계 가공) 2)표면의 절삭에 수지를 흘리다 (수동) 3 수지를 흘려 넣었던 면의 기준가공 (기계 가공) 4)裏 뒷면에서의 가공 및 절단 (기계 가공 ) |
||||||
 |
첫째 공정 표면의 절삭 |
|||||
 |
(제거를 돕기 위해 나일론. 델린 등을 넣어두면 편리) |
|||||
 |
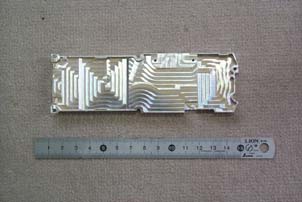
둘째 공정 페르 우레탄 수지의 기준면 절삭. ( 첫째공정에서 가공왜곡이 있을 때는, 진공척을 사용한다.) |
|||||
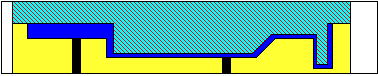 |
셋째 공정 뒷면의 절삭 및 절단(파란 부분이 워크) (둘째 공정에서 진공 척을 사용 하면 이 공정에서도 진공 척을 사용한다.) |
|||||
| 제거 나일론.델린등이 있을 때는 나사를 세워 빼에어내서 블로우를 한다. 분리하기 어려울 때는 뜨거운 물에 넣으면 분리하기 쉽게된다. |
||||||
| 장점 ・이 방법은 워크의 형상있는 그대로 고정 할 수있는 이점이 있다. ・ 비싼 지그가 필요 없다. ・절삭시 진동이 없고, 치수 정밀도면 정밀도가 향상된다. 단점 ・양산에 적합하지 않다. 기타 ・진공 척과 함께 사용하면 더욱 재미있는 효과가 나온다. |
||||||
 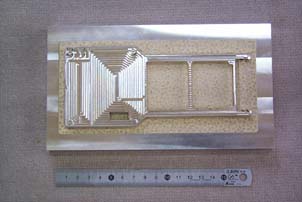 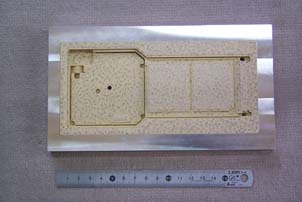 밝은 갈색 부분이 페르 우레탄 수지, 수지 속의 여러 점은 성형 칩. 세번째 사진의 검은점은 제거용 에어블로우용 구멍입니다. |
||||||
사용한 페르 우레탄 수지와성형 칩  페르 우레탄 수지는 주식회사 일본 벨 녹스의 MU-986를 사용. 성형칩은 벨우레탄수지의 수축을 줄이기 위해 혼입시켰다. |
||||||
| 기타 가공 샘플 | ||||||
| 작업의 포인트 MU-986의 경화시간은 30분(카탈로그에서 10 분, 20 분, 30 분인 것이 있습니다.)인 것을 사용하고 있지만 실제로 경화 한 시간은 한 시간 정도 들었다. (경화시 발열하지만 냉각되면 가공 할 수 있습니다.) 제거는 에어 블로우에서도 되지만 , 부라항에서 칠 수 있도록 해두면 편리합니다. |
||||||
| 벨 우레탄은 아니지만, 이런 것도 있습니다. 상온에서는 고체. 열을 가하면 찰흙. 아직 실적은 없지만 참고하여 보십시오. (자유 수지) |